電機(jī)定子漆包線與鉤子/銅端子/與銅箔焊接工藝
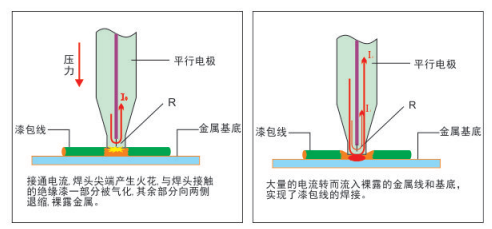
漆包線點(diǎn)焊機(jī)配用逆變直流焊接電源,輸出穩(wěn)定�,溫度控制準(zhǔn)。配以精密加壓機(jī)頭和專用焊頭(耐高溫大電阻材料)���,漆包線焊接采用專用焊頭,利用電流流過(guò)焊頭產(chǎn)生的電阻熱�����,首先脫去漆包線表面的絕緣漆,隨后將熱量傳到焊盤上熔化焊盤金屬或焊錫�,焊錫與銅線依據(jù)釬焊原理形成焊接接頭。當(dāng)焊盤表面不是焊錫而是其它物質(zhì)如鎳�����、銅)或不存在其它物質(zhì)時(shí)���,要求的溫度較高��。
漆包線和焊盤不同時(shí)����,對(duì)熱量的需求量是不一樣的��,需要合適的焊頭���、以及需要適當(dāng)?shù)碾娫摧敵鲭娏?、通電(脈沖)時(shí)間與之相匹配��。產(chǎn)品需要熱量大���,焊頭的截面��、電源的輸出就要大���,才能保足夠的熱容量����。
適用焊接的漆包線線徑:
焊接方式叫微點(diǎn)焊焊接工藝���,適合細(xì)小漆包線(直徑0.3mn內(nèi))的不去漆焊接����,如果漆包線太粗���,則焊接需要的熱量是非常大���,用于微點(diǎn)焊工藝的焊頭發(fā)熱是有可能會(huì)滿足不了,無(wú)法達(dá)到焊接效果���。如果漆包線線徑較大����,有兩種工藝:一是可以去皮再焊接��。另一種工藝: 不想多一道去工序直接焊接�����,也可以實(shí)現(xiàn)�,只是這種焊接工藝就不能適用了,較大線徑漆包線焊接工藝可以看看熱熔焊接工藝

應(yīng)用行業(yè)
漆包線點(diǎn)焊機(jī)廣泛應(yīng)用在貼片電感器焊接���、貼片變壓器焊接��、高頻通訊元件焊接�、感應(yīng)式IC卡焊接����、微型喇叭焊接、汽車電子焊接���、蜂鳴器焊接��、助聽(tīng)器焊接��、經(jīng)硅晶圓模塊焊接等各種帶小線圈電子元器件的生產(chǎn)制造上�����。
漆包線焊接的構(gòu)成和作用
將被焊接物用電極挾住后�����,施加壓力的同時(shí)通電����。
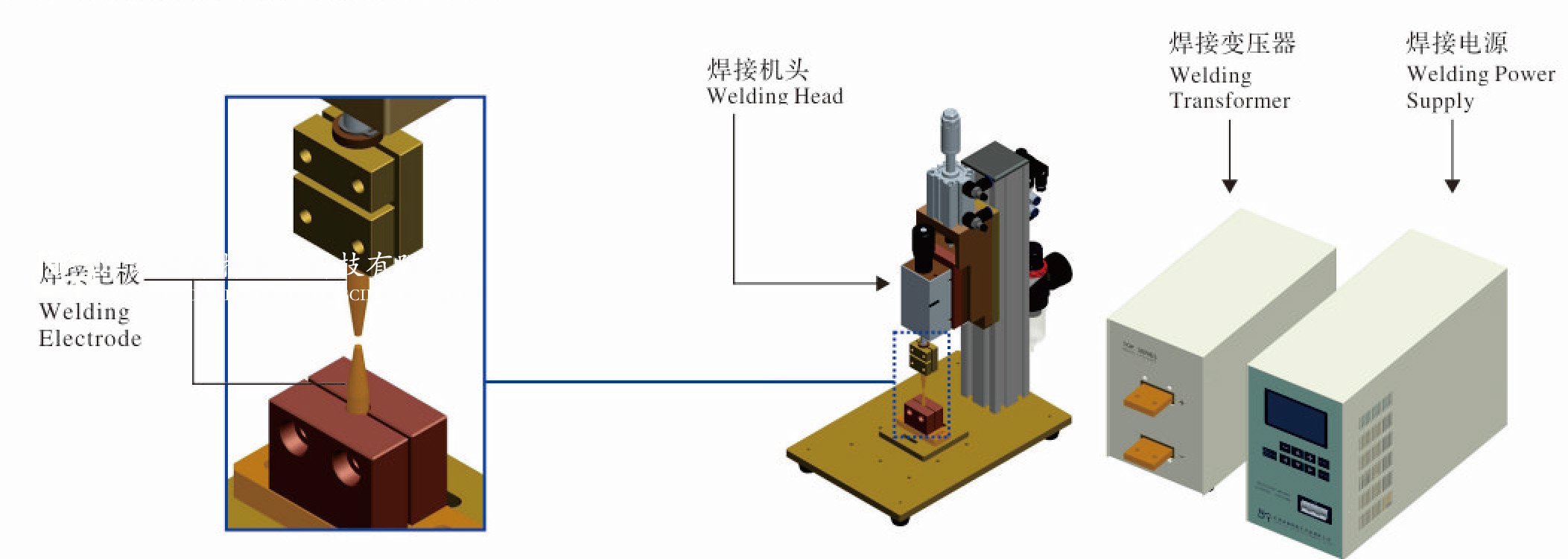
1.焊接電源:控制焊接電流的大小、時(shí)間��、波形
2.焊接變壓器:將電源控制的電流轉(zhuǎn)為大電流
3.焊頭:控制壓力
4.焊接電極:對(duì)焊接物施加壓力并通電
細(xì)小線徑漆包線點(diǎn)焊機(jī)焊接優(yōu)勢(shì):
1. 不用去除表面絕緣漆直接焊接漆包線
2. 焊點(diǎn)細(xì)小牢靠���、導(dǎo)電性好���、無(wú)訊號(hào)減弱
3. 可直接焊接φ0.005mm至φ0.3mm的漆包線
4. 恒電壓輸出,能量穩(wěn)定���,可延長(zhǎng)焊頭壽命40%
我司漆包線點(diǎn)焊機(jī)采用逆變直流電源���,根據(jù)電流、電壓的反饋方式可以得到穩(wěn)定的焊接品質(zhì)�。適合于連續(xù)高速焊接的自動(dòng)化機(jī)器。
1. LED直觀顯示,操作方便
2. 具有恒流��、恒壓��、恒功率及定脈寬控制方式
3. 三波段電流設(shè)定 ���,具有緩升緩降控制
4. 焊接參數(shù)的上下限監(jiān)控,多參數(shù)動(dòng)調(diào)功能���。
5. 完善度的外部通信功能����,適合各類專機(jī)配合�����。
 中文
中文 英文
英文

店鋪1") 微信公眾號(hào)
微信公眾號(hào)錫阿里店鋪") 無(wú)錫阿里店鋪
無(wú)錫阿里店鋪焊接設(shè)備生產(chǎn)廠家") 自動(dòng)焊接設(shè)備生產(chǎn)廠家
自動(dòng)焊接設(shè)備生產(chǎn)廠家備生產(chǎn)廠家") 精密焊接設(shè)備生產(chǎn)廠家
精密焊接設(shè)備生產(chǎn)廠家廠家店") 電焊機(jī)廠家店
電焊機(jī)廠家店