測(cè)溫傳感器采用國際標(biāo)準(zhǔn)K型熱電偶��,通過我們的單片機(jī)系統(tǒng)����,每0.25ms采集一次數(shù)據(jù)����,用于程序溫度的控制。設(shè)備以標(biāo)準(zhǔn)的溫度儀校正基準(zhǔn)溫度和動(dòng)態(tài)點(diǎn)的參考溫度����。我們的溫度的準(zhǔn)確度可以到+-2度,通過在線曲線顯示。
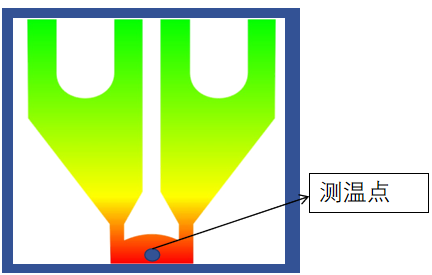
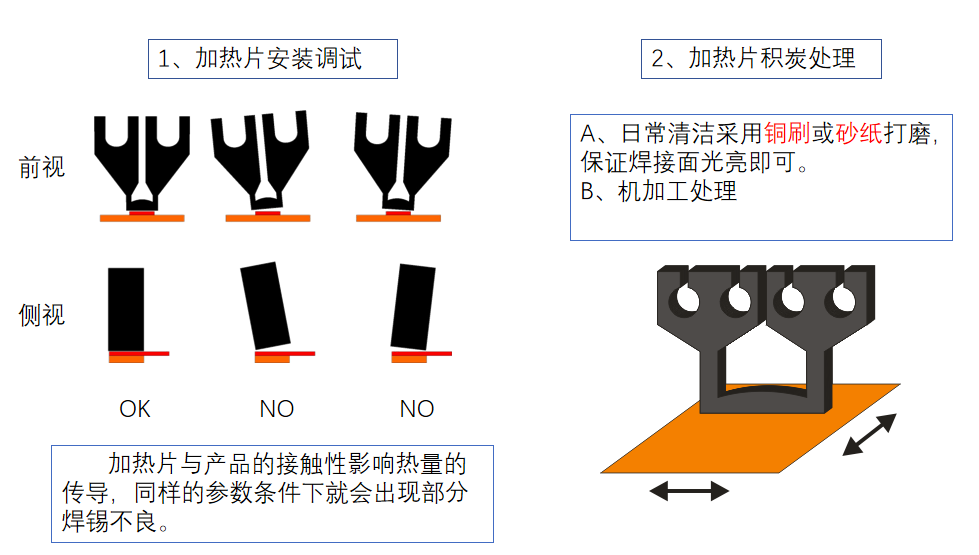
由于散熱����、熱傳導(dǎo)�、結(jié)構(gòu)和電流的熱效應(yīng)等因素焊頭的溫度分布在各部位存在的差異����,不可能所有的發(fā)熱面都是一個(gè)溫度,溫差存在是必然的�。我們所需要的結(jié)果就是溫差的穩(wěn)定和單位時(shí)間內(nèi)傳導(dǎo)到焊接部位的熱量是穩(wěn)定的,如此我們的焊接就可以穩(wěn)定的����。Hotbar焊接的特點(diǎn)也就是控制溫差和傳導(dǎo)時(shí)間,保證穩(wěn)定的焊接����。
目前很多客戶要求測(cè)量溫度,用各種測(cè)量工具和測(cè)量方法�,發(fā)現(xiàn)實(shí)測(cè)的溫度和焊機(jī)的控制溫度有差異,不同的部位也存在差異��,該現(xiàn)象客觀存在����。但是我們同時(shí)也可以了解采用同樣的測(cè)量方式或方法看焊頭各部位的溫度是否穩(wěn)定,才是我們了解的重點(diǎn)��。
 中文
中文 英文
英文

店鋪1") 微信公眾號(hào)
微信公眾號(hào) 無錫阿里店鋪
無錫阿里店鋪焊接設(shè)備生產(chǎn)廠家") 自動(dòng)焊接設(shè)備生產(chǎn)廠家
自動(dòng)焊接設(shè)備生產(chǎn)廠家備生產(chǎn)廠家") 精密焊接設(shè)備生產(chǎn)廠家
精密焊接設(shè)備生產(chǎn)廠家廠家店") 電焊機(jī)廠家店
電焊機(jī)廠家店